




經過20余年的發展
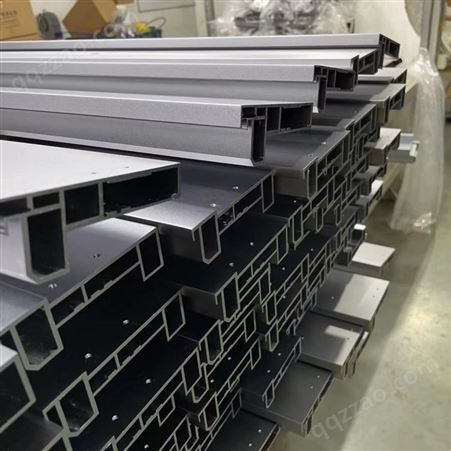
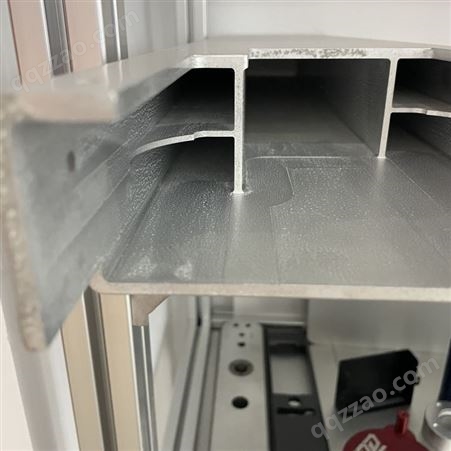
余潤鋁制品的設備資源:13條的鋁型材擠壓機,年產能逾2萬噸;較全的鋁型材精密加工設備;較全的鋁型材氧化預處理設備,涵蓋拋光、拉絲、噴砂等設備。環保的陽極氧化產線生產線。合計廠房面積約30000平方米。是集“鋁型材擠壓、精密加工、表面處理"于一體的廠家。
公司位于中國地理位置*、科技、交通發達的長三角地區。
余潤鋁制品已服務于上千家企業,并是許多國企、跨國公司及世界500強的公司的長期合作伙伴。
我們領域涉及:汽車工業、航天航空、工業自動化、科研、家居家飾、家電電子等產業。
我們的優勢:專注于工業鋁型材加工16年,為客戶提供鋁型材擠壓、加工、表面處理等一站式配套服務,讓客戶省心、放心,勵志成為行業內的綜合性鋁制品研發制造商。

鈑金具有重量輕、強度高、導電(能夠用于電磁屏蔽)、成本低、大規模量產性能好等特點,在電子電器、通信、汽車工業、科研等領域得到了廣泛應用,例如在電腦機箱、手機、MP3中,鈑金是的組成部分。 隨著鈑金的應用越來越廣泛,鈑金件的設計變成了產品開發過程中很重要的一環,機械工程師必須熟練掌握鈑金件的設計技巧,使得設計的鈑金既滿足產品的功能和外觀等要求,又能使得沖壓模具制造簡單、成本低。


鈑金工藝一般來說基本設備包括剪板機(Shear Machine)、數控沖床(CNC Punching Machine)/激光、等離子、水射流切割機(Cutting Machine)、折彎機(Bending Machine)、鉆床以及各種輔助設備如:開卷機、校平機、去毛刺機、點焊機等。

折彎時要首先要根據圖紙上的尺寸,材料厚度確定折彎時用的刀具和刀槽,避免產品與刀具相碰撞引起變形是上模選用的關鍵(在同一個產品中,可能會用到不同型號的上模),下模的選用根據板材的厚度來確定。其次是確定折彎的先后順序,折彎一般規律是先內后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。

工件在折彎,壓鉚等工序完成后要進行表面處理,不同板材表面的處理方式不同,冷板加工后一般進行表面電鍍,電鍍完后不進行噴涂處理,采用的是進行磷化處理,磷化處理后要進行噴涂處理。電鍍板類表面清洗,脫脂,然后進行噴涂。不銹鋼板(有鏡面板,霧面板,拉絲板)是在折彎前進行可以進行拉絲處理,不用噴涂,如需噴涂要進行打毛處理;鋁板一般采用氧化處理,根據噴涂不同的顏色選擇不同的氧化底色,

一些批量大的工件還用到工裝保護;工件不裝配噴涂時,不需要噴涂的區域用耐高溫膠帶和紙片擋住,一些露在外面的螺母(螺柱)孔用螺釘或耐高溫橡膠保護。如工件雙面噴涂,用同樣方法保護螺母(螺柱)孔;小工件用鉛絲或曲別針等物品竄在一起后噴涂;一些工件表面要求高,在噴涂前要進行刮灰處理;一些工件在接地符處用專用耐高溫貼紙保護。在進行噴涂時,首先工件掛在流水線上,用氣管吹去表面的粘上的灰塵。進入噴涂區噴涂,噴完后順著流水線進入到烘干區,最后從流水線上取下噴涂好的工件。

鈑金件的質量除在生產制程中嚴格要求外,就是需要獨立于生產的品質檢驗,一是按圖紙嚴格把關尺寸,二是嚴格把關外觀質量,對尺寸不符者進行返修或報廢處理,外觀不允許碰劃傷,噴涂后的色差、耐蝕性、附著力等進行檢驗。這樣可以找到展開圖錯誤,制程中的不良習慣,制程中的錯誤,如數沖編程錯誤,模具錯誤等。








所有評論僅代表網友意見,與本站立場無關。