





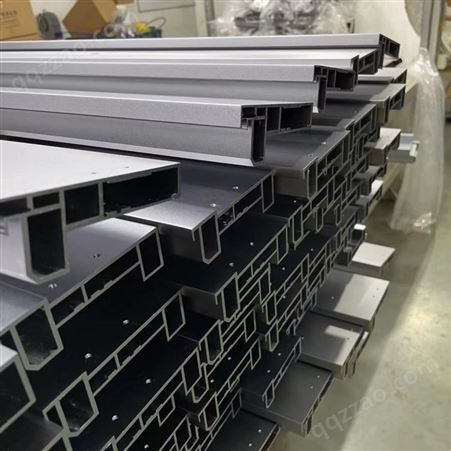
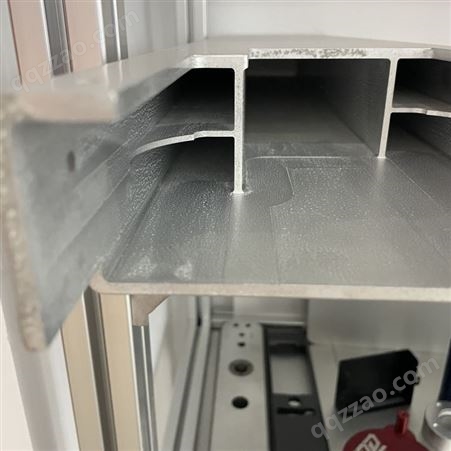
鋁型材在擠出生產和后期深加工過程中由于各種原因可能會產生裂紋,擠壓裂紋產生的原因主要有人為的操作不當,擠壓速度,擠壓溫度沒有達到合適的要求等。而鋁型材機加工裂紋產生的根本原因是加工應力超過了鋁型材的屈服強度。




所以一般的鋸切、打孔、銑切工序只要控制好速度都不太容易發生裂紋。而折彎就極易造成脆裂現象。鋁型材要折彎的話需要在技術生產的時候不進行熱處理強化,也就是做成 T4的狀態,這種狀態比較軟,折彎不易脆裂。等機加工處理完以后再進行熱處理強化,增加它的硬度。

余潤鋁制品的設備資源:13條 *的鋁型材擠壓機,年產能逾2萬噸; 的鋁合金精密加工設備; 的鋁合金氧化預處理設備,涵蓋拋光、拉絲、噴砂。擁有* 的陽極氧化產線生產線。是集“鋁制品擠壓、精密加工、表面處理"于一體的廠家。
公司位于中國地理位置*、科技 、交通發達的長三角地區。
余潤鋁制品已服務于上千家企業,并是許多國企、跨國公司及 500強公司的長期合作伙伴。
我們領域涉及:汽車工業、航天航空、工業自動化、科研、家居家飾、家電電子等產業。
我們的優勢:專注做工業鋁材15年,為客戶提供鋁型材擠壓、加工、氧化一站式專業配套服務,讓客戶省心、放心,勵志成為行業內的綜合性鋁制品研發制造商。











所有評論僅代表網友意見,與本站立場無關。