





一、定位安裝的基本原則
在數控機床上加工零件時,定位安裝的基本原則是合理選擇定位基準和夾緊方案。在選擇時應注意以下幾點:
1、力求設計、工藝和編程計算的基準統一。
2、盡量減少裝夾次數,盡可能在一次定位裝夾后,加工出全部待加工表面。
3、避免采用占機人工調整式加工方案,以充分發揮數控機床的效能。
二、選擇夾具的基本原則
數控加工的特點對夾具提出了兩個基本要求:一是要保證夾具的坐標方向與機床的坐標方向相對固定;二是要協調零件和機床坐標系的尺寸關系。除此之外,還要考慮以下幾點:
1、當零件加工批量不大時,應盡量采用組合夾具、可調式夾具及其他通用夾具,以縮短生產準備時間、節省生產費用。
2、在成批生產時才考慮采用 夾具,并力求結構簡單。
3、零件的裝卸要快速、方便、可靠,以縮短機床的停頓時間。






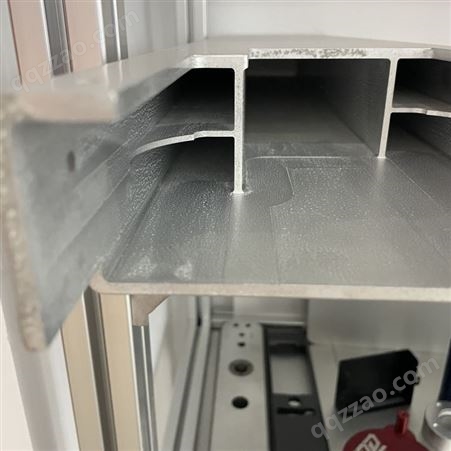
擠壓機的選擇需要進行精密的計算,鋁型材廠家都有專用的計算公式,計算出擠壓系數,考慮到擠壓比后選擇生產工業鋁型材的的主要設備。擠壓機的選擇決定著鋁型材形狀尺寸、外觀質量,需要根據擠壓的工業鋁型材類型、單機年生產量、外圓直徑,來初步選定擠壓機的類型,考慮到加壓機的噸位大小

稱CNC加工,自動車床加工,數控車床加工等。
(1)用車、銑、刨、鉆、磨等通用機床加工模具零件,然后進行必要的鉗工修配,裝配成各種磨具。
(2)精度要求高的模具零件,只用普通機床加工難以保證高的加工精度,因而需要采用精密機床進行加工。
(3)為了使模具零件特別是形狀復雜的凸模,凹模型孔和型腔的加工更趨自動化,減少鉗工修配的工作量,需采用數控機床(如三坐標數控銑床,加工中心,數控磨床等設備)加工模具零件。

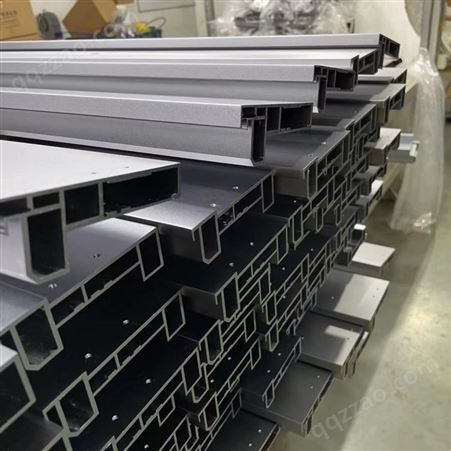
鋸切、沖壓、CNC、拋光、噴砂、拉絲、氧化、烤漆、絲印、移印、鐳雕、高光

一般會根據工業鋁型材都是通過截面大小來計算擠壓比,確定擠壓比,再來確定采用什么規格的擠壓機。具體的操作還是根據各個鋁型材廠家的要求來確定,如同樣的擠壓比對于工業鋁型材強度要求高的就需要更換更大擠壓力的擠壓機,而對于強度沒有特殊要求的就無需增大擠壓機規格,這也是從實踐需求與生產成本進行全方面的考慮。









所有評論僅代表網友意見,與本站立場無關。